臺達G系列變頻器在全自動砌塊成型磚機上的應用
發布時間:2019-08-02 10:17:33來源:
臺達G系列變頻器在全自動砌塊成型磚機上的應用
一、前言
傳統的紅磚雖然在抗折抗摔方面略具優勢,但由于制作紅磚會消耗大量耕地,國家已經逐漸限制紅磚的制造和使用。灰磚、空心磚等新型建材,使用水泥、爐灰等作為主要原料,得到國家政策的大力推廣。
砌塊成型機是一種用于壓制灰磚磚坯的典型制磚機械,使用按比例搭配好的原料,經分布、壓制后成為磚坯,再經高壓水蒸氣處理等工藝,比較終制成灰磚。
為提高砌塊成型機的工作效率和產品品質,保定方正機械廠使用臺達G系列變頻器用于機械模震的6模磚機,收到良好的效果。
二、制磚工序
砌塊機的工序大體分為送料、布料、壓模。
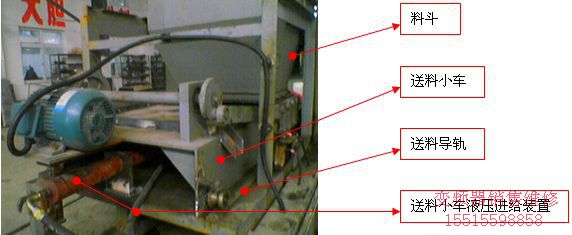
送料:按比例搭配好的原料經料斗裝入小車,小車經導軌前進到磚模上方開始布料。
布料:小車在磚模上方反復篩料,使原料均勻的填充在磚模內,一般要分布3-4次。布料的同時,模震必須啟震,保證填充均勻、密實。填充好后小車退回。
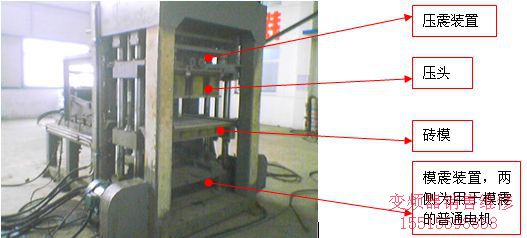
壓模:小車回位后壓頭開始落下,同時壓頭震動裝置啟震,模震保持但需要切換模震頻率,在震動中將磚坯壓緊壓實。
壓模完畢后,壓頭升起,退出磚坯,開始下一次送料。
附圖為小車進給、壓頭施壓和磚模升降的液壓裝置

三、機械模震設計:
由于送料時間較為固定,而布料的時間和次數取決與使用原料的品質和磚模的規格,所以砌塊成型機的工作效率和產品品質主要決定于壓模過程的效果,特別是壓頭壓力的大小和模震的效果

傳統的模震和壓震都采用液壓震動電機實現,雖然能夠提供很大的壓力,但液壓震動裝置結構復雜、成本高、啟震慢,一次壓模需20s左右,而機械震動裝置結構簡單、成本不高、啟震快,一次壓模只需16s左右(比較快可縮短至14s),大大提高了制磚效率,而且設備維護也更加簡便。
用戶采用臺達VFD220F43A-G變頻器控制2臺7.5KW 2級電機,通過1:1.5的皮帶傳動,分別帶動震動箱中的2根曲輥轉動。如設定變頻器的比較高操作頻率為55Hz,設定加速時間為2s,通過1.5倍加速的皮帶傳動,震動箱中的2根曲輥可在2s內獲得接近5000rpm的轉速,產生高頻大功率震動。
測試過程中,機械模震系統順利啟震,啟動電流小于60A,震動中電流在30A左右。啟震時間2s,停止時間1.5s,震動壓力達到預期。
用戶對測試結果非常滿意。準備將這種機械模震的設計推廣到其他設備上。
參數設置:
參數 | 含義 | 設定 | 功能/單位 |
01-00 | 比較高操作頻率 | 55 | Hz |
01-01 | 比較大電壓頻率 | 50 | Hz |
01-02 | 比較高輸出電壓 | 380 | V |
01-03 | 中間電壓頻率 | 4 | Hz |
01-04 | 中間輸出電壓 | 30 | V |
01-05 | 比較低操作頻率 | 3 | Hz |
01-06 | 比較低輸出電壓 | 15 | V |
01-09 | 第一加速時間 | 2.0 | S |
01-10 | 第一減速時間 | 1.5 | S |
01-23 | 加減速時間單位 | 1 | 0.1s |
02-01 | 運轉命令來源 | 1 | 外部端子有效 |
05-00 | 分布時模震頻率 | 人機設定 | Hz |
05-01 | 分布后模震頻率 | 人機設定 | Hz |
05-03 | 模震頻率 | 人機設定 | Hz |
05-07 | 成型時模震頻率 | 人機設定 | Hz |
06-00 | 失速防止電壓準位 | 820 | V |
08-18 | 自動穩壓功能AVI | 2 | 停車時關閉 |
四、總結
目前砌塊成型機設備所需要的變頻器,要有優秀的低頻轉矩特性、穩定的品質、優良的性價比。臺達G系列變頻器原本為注塑設備開發,其主要的設計優點恰恰是低頻轉矩特性非常優秀,低速帶載能力強,正好滿足了砌塊機的工藝要求,在制磚行業游刃有余,在全國各地多有建樹。是G系列變頻器的又一發展方向。
目前,磚機市場正在迅速成長,為提高工作效率和產品品質,使用變頻器的機械模震方式已經在全國開始普及。由于傳統的手動設備受操作人員的經驗和熟練程度影響,難以保證品質,使用PLC和HMI的全自動磚機也已成為磚機的主流方向。臺達機電產品的一體化解決方案為用戶的產品開發節約了大量的時間和成本,及時的技術支援和完善的售后服務體系為用戶解除了后顧之憂。我們相信,不僅是變頻器,包括PLC、HMI在內的各種臺達產品必然會在全國迅速成長。
鄭州變頻器 網址:http://www.cntjjp.com.cn 鄭州變頻器維修中心 維修電話:0371- 56700815 15515598858
鄭州變頻器 網址:http://www.cntjjp.com.cn 鄭州變頻器維修中心 維修電話:0371- 56700815 15515598858