變頻器在塑料編織行業中的應用
發布時間:2019-08-02 10:18:58來源:
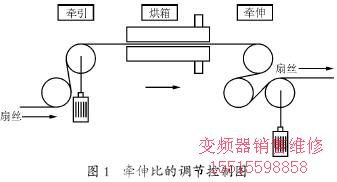
傳動技術被廣泛的運用在工業設備中,塑編設備也不例外,隨著我國制造水平,國內外傳動技術的發展,塑編設備已從早期的單電機機械連軸傳動向多電機獨立調速發展,從比較早的滑差電機向直流電機發展,隨著變頻技術的飛躍發展,變頻調速已經成了一種潮流、一種趨勢,三相異步電機已經可以運用到塑編設備的各個動力環節,實現了生產線的全變頻控制方式。 變頻調速具有體積小,重量輕,精度高,通用性強,工藝先進,功能豐富,保護齊全,可靠性高,操作簡便等優點,優于以往的任何調速方式,在維護上也比其他控制方式簡單,方便。我國工業雖然近年來發展迅猛,但電力資源的發展相對于工業發展來說還存在滯后,直接影響了我國工業的發展,電力消耗也是企業生產中能耗的重要組成部分,直接影響著企業的經濟效益。 塑編企業電能的80%左右消耗在各個電機拖動上,交流電動機不僅可以拖動各工藝傳動輥還可以拖動風機負荷,具有相當的節電潛力,這也就為變頻技術在塑編設備上的應用提供了較為廣闊的應用天地。 1 變頻調速的原理 變頻調速是根據三相異步電機的工作原理而采用的一種調速形式,其電機調速公式為n=60f(1-s)/p,其中:n為電機的轉速;p為電機定子繞組的磁極對數;f為電機供電電源的頻率;s為轉差率。塑編行業中應用的電機一般為4極,其磁極對數為2。我國的電源頻率為50Hz,通過公式計算可知,這種電機的同步轉速為1500r/min。因此在電機極對數不變的情況下進行調速,根據公式,只有改變電機的供電頻率f。而異步電機的轉速與同步電機轉速相對應,改變電機的供電頻率即改變了電機的轉速。電源頻率增加,同步轉速n增加,實際轉速也增加;電源頻率下降,電機同步轉速下降,電機實際轉速也下降。這種通過改變電機電壓頻率的調速方式即為變頻調速。在整個變頻調速過程中,在一固定的轉矩T下,轉差率s基本不變,隨著電機轉速n的下降,電機磁場角速度鬃也減小,電機的輸入功率PM=T鬃和輸出功率P=PM(1-s)也降低。而損耗沒有增加,由此可見,變頻調速是電機控制中較為高效的調速方法。電機變頻調速能夠實現無級調速功能,而且根據不同的負載類型,可以靈活地調節V與f的關系,滿足各種場合的運用。 2 變頻調速的應用 2.1變頻調速在塑編設備擠出機中的應用塑編設備擠出機的種類很多,用途也多種多樣,但它們的原理基本一樣,即把塑料熔融擠出。 其工作原理為通過螺桿在機筒里旋轉,經過固體輸送、熔融輸送、熔體輸送三個環節后,熔體從機筒進入模頭。如果是圓模頭,熔體擠出模后被牽引、切割分絲,生產成扁絲,也可以吹膜。如是平模頭,熔體擠出后被牽引,切割分絲,同樣可以生產扁絲。也可以在擠出平模后和編織布、紙等涂模,生產復合布。擠出機的傳動系統由調速電機、減速機、聯軸節、機座、軸承等組成。它的作用是給螺桿提供穩定的轉速和扭據,它為擠出機提供動力和傳遞扭矩。出于工藝的需求,對于擠出機的螺桿轉速有兩方面要求,一要求是無級調速,二是要有一定的調節范圍,這樣才能控制擠出量,以滿足不同的原料和加工要求。由于擠出機在啟動時其機頭壓力較大,那么在螺桿從靜態到轉動時候就需要一個加速的過程,螺桿速度會由慢逐步加快,因而需要調速器控制電機啟動時低速平穩運行。在使用過程中,螺桿的壓力和擠出機電機的速度也不是一成不變的,在一個工作周期內也存在波動,這在工藝上也是不允許的。這是因為這樣一方面造成了動力的浪費,另一方面增加了料筒與螺桿之間的摩擦,產生了大量的熱量,這就需要加裝冷卻風機,從而進一步浪費了能量。同時電機工作在低速的負載上時,功率因數低,電網的無功消耗也大。綜合起來,傳統的控制方式存在著能量浪費,比較佳的工作方式還是采用變頻調速方案,其具有負載變化響應快,短時過載能力強的特點,并可以精確控制螺桿的壓力。以施耐德變頻器ATV71為例,利用內置PID調節回路,實時地控制料筒內的熔體壓力,在保證工作需要壓力的情況下,大幅度降低了工作能耗,有效改善了電網的質量,并節省了無功功率。 2.2變頻調速在牽伸輥上的應用 牽伸輥是塑編設備的重要組成部分,牽伸比的控制,決定著扁絲相對拉斷力和斷裂伸長率這兩個重要指標的控制。同時,它也決定是否劈絲,線密度是否均勻等問題。牽伸比調節控制圖如圖1所示。
以圖1為例,實現牽伸比就是在牽引輥和牽伸輥之間形成速差,使得扁絲在兩輥之間拉伸,滿足工藝的要求。為了保證產品的品質,需要牽伸輥和牽引輥電機具有很高的控制精度,并在同步升速降速時,具有良好的同步效果。變頻調速系統是高效率和高性能的調速系統,完全滿足工藝要求。 |
(歡迎來電咨詢 鄭州變頻器 網址:www.cntjjp.com.cn 電話:0371- 56700815 手機:15515598858 )