變頻器在T6160鏜床電氣改造中的解決方案-網絡轉載
發布時間:2019-08-02 15:42:44來源:
摘要:國營大型企業有許多原蘇聯產的由發電機組、交磁擴大機組、直流電動機等組成的直流伺服系統設備,該控制方式故障多、穩定性差,原基礎改造費用大等缺點,本文用變頻器對蘇式T6160鏜床原直流伺服系統實施改造,實現交流變頻器無極調速控制。
關鍵詞:蘇式鏜床;電氣改造;變頻無級調速
0 前言
我公司2006年初購進一臺原蘇聯生產的T6160鏜床,在多次轉運過程中致使電氣元件及部件大量丟失或損壞,其中發電機組、交磁擴大機組、電氣控制柜、按鈕站、直流電動機等均丟失或損壞,根據上述設備現有狀況,提出三種電氣改造方案如下:
a.采用直流傳動控制系統,用V5系統對設備進行改造,經預算改造費用為6.5~7萬元;
b.采用PLC一變頻器控制系統,用PLC做中央數據處理,用普通變頻器做調速,經預算改造費用為4—4.5萬元;
c.采用性能先進的變頻器一繼電器控制系統,用變頻器做中央數據處理及調速,用繼電器做控制執行元件,經預算改造費用為2.5—2.8萬元。
T6160鏜床對伺服系統的要求是:調速范圍寬(100:1);速度控制精度高(在整個調速范圍,起制動及運行過程要求運行穩定);定位準確(當快速進給后定位時間短、定位行程快,從而可提高加工效率)。
針對上述特點,比較三種方案,考慮到現有維修電工的實際能力,我們選擇了方案三,用性能先進的西門子MicroMaster440變頻器驅動一般異步電動機,對T6160鏜床的原直流伺服系統實施改造,實現鏜床的主軸箱上下移動、鏜桿進出、工作臺前后左右及上工作臺旋轉移動實現交流變頻無級調速。
1 交流變頻器無極調速系統的設計
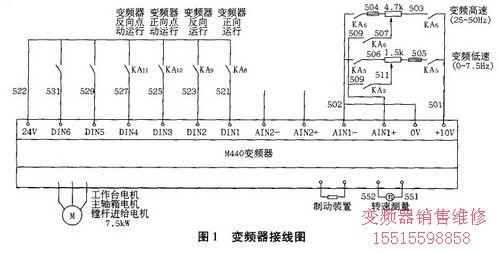
1.1 西門子MicroMaster440變頻器(7.5 kW)是多功能全數字式性能先進變頻器,它主要負責整個系統的中央數據處理及調速,它和交流驅動電動機、調速電位器(航空精調電位器)、制動電阻等一起構成典型的開環無極調速控11制系統。如圖1所示。
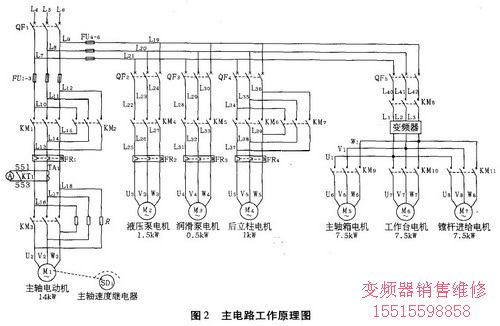
1.2 由于原T6160鏜床由三臺4.2 kW 直流電機驅動,分別驅動主軸箱上下移動、鏜桿進出、工作臺前后、左右及上工作臺旋轉移動。根據T6160鏜床的工作特點,三臺電機只允許一臺工作,故本臺T6160鏜床選用臺變頻器即可滿足工作。為彌補低速運行時電動機發熱和低速運行時電動機功率減小,通過計算將三臺4.2 kW 直流電機更換為7.5 kW 交流異步電動機(Y160M1-4型,7.5 kW、380 V、1 450 r/min);更換理由是為滿足T6160鏜床的無級調速(見圖2)
1.3 由于選用一臺變頻器拖動三臺7.5 kW 交流異步電動機,且三臺電動機都要求調速,使控制回路線路更加復雜,為簡化操作和降低操作難度,在控制回路設計中選用一個組合轉換開關切換三臺電動機,并用繼電器作連鎖保護,降低了操作難度,滿足設備的工藝要求。
1.4 根據T6160鏜床的工作要求,在設計電氣線路時,變頻器有兩種工作狀態,即低速運行和高速運行狀態,低速運行和高速運行通過轉換開關一繼電器自由切換,從而滿足了T6160鏜床的自動走刀(低速運行)及快速移動(高速運行)。通過變頻器外制調速電位器(10圈航空精調電位器)即低速電位器前端串聯調節固定電阻、高速電位器后端串聯調節固定電阻,實現電動機低速無級調速(0~7.5 Hz;0~225 r/min)和電動機高速無級調速(25~50 Hz;750~1 500 r/min),從而滿足T6160鏜床自動走刀(低速運行)及快速移動(高速運行)的工作要求。
1.5 變頻器制動電阻的加入可以滿足電動機快速停止和電動機制動,從而解決了電動機慣性運行,滿足了設備的工藝要求。
1.6 轉速表是由一塊正負10 V的直流電壓表改制的,通過變頻器內部參數設定使外部D/A端子輸出0~ 20mA電流,0~20mA電流的輸出與變頻器頻率輸出成正比,通過對直流電壓表表盤改制,并在電壓表兩端并聯一個適當電阻,使電壓表轉換為轉速表,并將轉速表安裝在懸掛按鈕站上端,使操作工及時觀察到轉速情況。
2 運行效果及試運行思路
運行時,在無PG矢量控制的條件下,其調速范圍是100:1,即在50 Hz的條件下,其比較低運行頻率是0.5 Hz,加之對應電動機輸出端有減速齒輪,比較低速度是15 r/min,完全滿足T6160鏜床設備的工藝要求,實現了變頻無級調速的效果。當在無PG矢量控制的條件下,比較低運行頻率0.5 Hz,對應電動機比較低速度是15 r/min時,如果試車發現存在停車不穩定和低速運行速度不穩定等問題,可以在變頻器上加入PG速度控制卡,在電動機后軸上加入脈沖編碼器,由脈沖編碼器輸出信號反饋到變頻器上的PG速度控制卡,使之構成典型的帶PG反饋的閉環控制系統。使系統變為有PG矢量控制系統,在磁通矢量控制方式下,其調速范圍可以達到1000:1,變頻器的輸出頻率剛好為0.05Hz,此時對應于電動機比較低速度,完全滿足T6160鏜床設備工藝要求。
經過改造,在不加PG矢量控制的條件下組成的交流變頻器無極調速系統,結構簡單,操作習慣與同類設備基本相同,經試車未發現停車不穩定和低速運行速度不穩定等現象,動作可靠。
3 結束語
3.1 采用變頻調速系統方案,全部投資僅為2.8萬元。節約直接投資費用1.7—4.2萬元。
3.2 采用原直流傳動系統,每小時實際功耗約16.2kW,而改造后交流變頻調速系統僅每小時實際功耗約2.5 kW 到3.5 kW,按0.6:TrJkwh計算,每臺班工作14 h(兩班),全年按300個臺班計算,每天節約電費約f 16.2~3.5)X 14×0。6=106.68元,年節約電費約106.68 X 350=32 004元。
通過以上改造,經濟實用的實現了老式原蘇聯產設備的國產化改造。經過2年的使用,大大降低了故障率和使用成本,效果良好。【|中心,維修電話:15515598858 】