鋁合金高速干切削過程智能監控
發布時間:2019-08-02 15:43:42來源:
挑戰:
采用很高的主軸轉速、刀具進給速度以及不使用切削液,使得加工過程變得更加復雜和充滿變數,刀具的磨損、崩刃、溫度過高等危險性顯著增加。因此出于加工的效率、精度、安全性和綠色制造方式考慮,研究一套性能穩定功能齊全的在線加工過程監控系統成為一個挑戰。
解決方案:
通過虛擬儀器軟件開發環境(LabVIEW)設計出具有信號實時采集和存儲、采集參數設置、信號動態顯示、信號基本特征的實時抽取等基本功能的各類虛擬儀器面板。對切削過程中各加工信號進行可視化采集和綜合分析處理。
"虛擬儀器以計算機為統一的硬件平臺,配以具有測試和控制功能硬件接口卡,通過系統管理軟件的統一指揮調度來實現傳統測控儀器的功能。與傳統儀器相比,虛擬儀器在智能化程度、處理能力、性能價格比、可操作性等方面都具有明顯的技術優勢。"
介紹:
目前大型、整體航空結構件加工周期很長,如果加工過程中出現問題,導致零件報廢,成本損失很大。另外出于安全性的考慮,相當一部分的高速機床主軸實 際轉速偏低,切削用量欠優化,高速機床低速使用,一方面造成設備和機床功率的浪費,另一方面使高速主軸因長期承受重載荷而壽命降低。但采用很高的主軸轉 速、刀具進給速度以及不使用切削液,使得加工過程變得更加復雜和充滿變數,刀具的磨損、崩刃、溫度過高等危險性顯著增加。所以對加工過程的在線監控,實時 掌握并控制加工進程中的狀態,據此來研究、優化工藝參數,預報和避免一些危險狀態的出現顯得尤為重要。
一、項目背景:
該課題是航空科學基金項目,項目編號:2007ZE56008。
我國自20世紀90年代初開始高速切削技術方面的研究,工業發達國家在20世紀90年代中期把研究和開發的重點轉向了干加工。干式切削是指在切削加 工中不使用切削液的工藝方法。從目前國內外的情況來看,采用純粹的干切削特別是高速干切削還存在一定困難。因為沒有切削液,其冷卻、潤滑及排屑作用就會喪 失, 產生更多的摩擦和粘附現象,使得刀具壽命變短、生產效率降低。所以,其應用范圍還很有限。而傳統的濕式切削又有諸多不足。因此介于兩者之間的比較少量潤滑技 術MQL有著極為廣闊的應用前景。
目前國內外在高速切削和干切削方面的研究主要側重在刀具材料、涂層、裝夾以及機床等方向。在加工過程監控方面重視不夠。本項目主要對高速干切削(采用MQL)過程用多種傳感器進行監測,并對其進行主動模糊控制。
建立了基于多傳感器的飛機結構件高速銑削過程監測軟硬件系統。對數據采集卡、傳感器(振動、功率、溫度)型號及安裝位置進行了論證;基于LABVIEW,用面向組件的方法建立了數據采集虛擬儀器系統。
用不同磨損狀態的銑刀,基于不同的切削參數和切削條件,對碳鋼、航空鋁合金材料進行了多次高速銑削試驗;對所采集的信號進行了時域、頻域和時-頻域 分析,總結了不同銑削狀態所對應的信號特征;基于Kolmogorov-Smimov檢驗理論(KS檢驗),能夠對刀具磨損狀態進行在線識別。
二、系統整體框架簡介
整個系統分為硬件平臺(實驗平臺)和軟件平臺(開發環境及應用環境)兩部分。
1、硬件平臺設計與實現
系統總體硬件框圖如下:
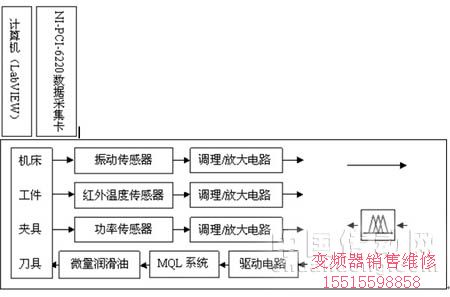
圖1 系統總體硬件框圖
由圖1可以看出硬件部分主要由振動傳感器、溫度傳感器、功率傳感器、信號調理模塊、MQL系統和數據采集卡等組成。
該系統主要由數據采集卡PCI-6220通過各個傳感器分別采集到高速干切削加工過程中的振動信號、溫度和功率信號,將采集到的信號反饋到主控計算 機,由預先編制好的虛擬儀器(LabVIEW)程序進行實時數據處理提取其特征值并存儲,通過LabVIEW程序中的模糊控制模塊間接控制MQL系統以實 現冷卻潤滑物噴射到干切削工作臺的流速大小,從而完成整套閉環系統。系統運行現場參見圖2:

圖2 系統運行現場
2、軟件平臺設計與實現
2.1 系統軟件框架
基于LABVIEW平臺構建信號采集、顯示、存儲、分析的數據監測軟件系統。軟件設計采用了面向組件的設計思想,把一個完整的程序分成若干個功能相 對獨立的較小的程序模塊抽象出來,各個程序模塊分別進行設計、編制和調試,比較后再將各個模塊鏈接起來總調,采用DMA處理方式保證了刀具狀態識別的實時 性。系統由以下組件組成:系統初始化和自檢模塊,參數設置模塊(傳感器參數、通道增益及采樣頻率和采樣點數等設置),信號分析與處理模塊,數據管理與診斷 模塊和模糊控制模塊等。其結構和系統界面
【|中心,維修電話:15515598858 】