臺達自動化產品在理料機上的應用
發布時間:2019-08-02 16:19:38來源:
引言:隨著生產自動化的發展,越來越多的產品包裝工作由機器完成。而包裝機械的高效工作需要有理料設備的可靠工作來保證。如果理料設備送給包裝設備的被包裝物品的相位不對或者速度不對就會造成設備卡死或者空包現象發生,嚴重影響正常生產的進行。臺達自動化具有全系列的自動化產品及完善的解決方案。下面將對臺達自動化產品在理料機上的解決方案加以詳細講述。
一、理料機工作原理
理料機由4段構成。前2段分別由臺達變頻器驅動,負責把物料收緊;第3段負責把物料排滿并在聯機狀態下根據物料情況控制包裝機的啟停;第4段實現相位調整,準確把物料等距拉開在一定相位送給包裝機。具體工作流程見圖1-圖5。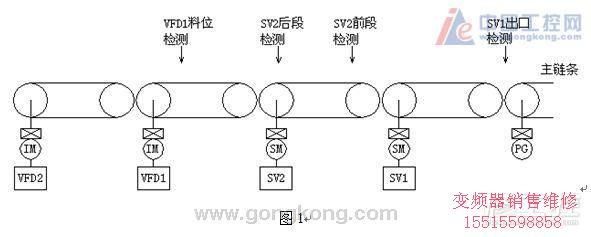
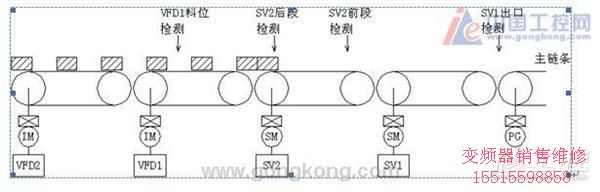
在圖1中,VFD1料位檢測傳感器沒有檢測到物料時,VFD2以稍高于VFD1的速度,二者均高速運行。當檢測到物料時,同時降速運行,但VFD2速度仍稍高于VFD1。此時SV2和SV1以及包裝機并未運行。在圖2中可以看到在SV2后段檢測傳感器檢測到物料以后,SV2啟動。當SV2前段檢測傳感器檢測到物料且SV2后段傳感器依然有信號時,啟動包裝機,此時SV1也啟動(見圖2圖3圖4圖5),
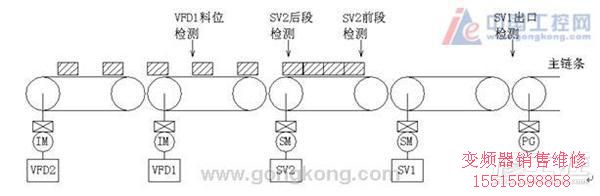
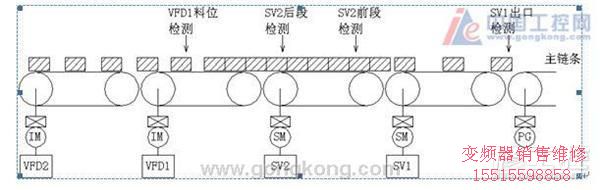
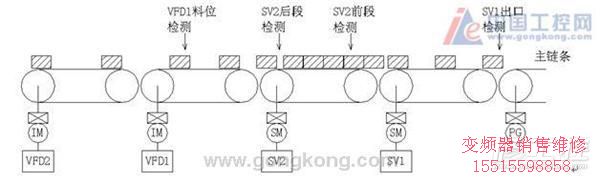
如圖3、4所示,SV1將根據SV1出口檢測傳感器的信號來進行相位調整。此外,在控制邏輯上,如圖5所示,當SV2后段檢測傳感器沒有檢測到物料時,將發出包裝機停止命令,此邏輯是為了保證不發生空包和相位調整錯誤。
二、控制方案的具體實現
在物料收緊的控制上,我們采用變頻器驅動及分作2段,主要是考慮到該動作不需要很高的控制精度和動態性能要求,并且變頻器的價格具有優勢;分作2段逐步收緊,是因為避免收緊過程過于猛烈而造成物料在傳送帶上打滑且2段收緊已可以避免該問題。
SV2段雖然只是比較終把物料排滿,但其更重要的功能是要高動態性能的隨主機與SV1一起動作,在SV1進行相位調整的時候也要高低速切換,實時把排滿的物料送給SV1。所以此段選擇由臺達伺服來完成控制任務。
SV1的功能就是跟據包裝機主軸信號及SV1出口檢測傳感器檢測信號,對自身速度及物料出口相位進行調整。
在整個理料機的邏輯控制上,考慮到控制功能的可實現性及臺達PLC產品的高性價比競爭優勢,選擇臺達PLC實現邏輯控制。VFD2和VFD1的速度控制由PLC根據主機速度計算以后通過RS-485通訊寫入。SV2和SV1的速度切換是通過PLC根據包裝機速度計算其電子齒輪比分之,通過RS-485通訊寫入,由傳感器邏輯信號高速切換電子齒輪比實現速度或者相位調整。
三、結論
經過該理料機在沙琪瑪包裝機前段完成理料動作的生產實驗,其可以穩定、可靠的完成沙琪瑪物料的理料動作,得到了用戶的高度認可。
參考文獻
[1] ASDA-A2系列高性能通訊型伺服驅動器應用技術手冊20100410.中達電通股份有限公司.2010