飛新照明有限公司水平線同步控制系統
發布時間:2019-08-02 16:20:50來源:
1.設備介紹 2.2 上位機系統 2.3 系統提速 2.4 聲光報警 3. 設備性能指標 3.2 同步/主驅動總體要求
飛新照明有限公司水平線涂粉(Coating)、主線(Mainline)和輔線(Side line)三大部分組成。
主線設備包括:
1. 插粉機(Marking & wiping,MWM),控制整條生產線是否上粉管,將粉管打上商標印,并將商標印烤干。用煤氣火頭烘烤粉管兩端,再用旋轉鋼絲刷刷掉粉管兩端內外多余的熒光粉,并用真空將粉塵吸走。
2. 烤管爐(Sintering oven,SO),用煤氣輻射火頭將粉管烘烤至一定溫度,使熒光粉中的不穩定物質充分分解,揮發。
3. 封口排氣機(Sealing & pumping,SPM),封口部分:28個封口工位將從輔線芯柱鏈上供應的芯柱及烤管爐供應的粉管用煤氣火頭完全封接。排氣部分:設備包括28個排氣工位及5臺真空泵,將封好口的粉管通過28個排氣工位連接到真空系統上將燈管內的空氣排掉并沖入一定數量的惰性氣體。在排氣過程中對燈管兩端的燈絲進行加熱,使涂在燈絲上的電子粉充分分解揮發并隨空氣排出。
4. 穿線烤頭機(Threading & capping mill,TCM),穿線部分:將刮好焊泥的鋁帽裝到排好氣的燈管上,使導絲準確穿過銅針后壓焊并切掉多余的導絲。烤頭部分:用煤氣火頭烘烤鋁帽,使焊泥牢固連接燈管與鋁帽。
5. 兩臺焊泥機(Cap filler,CF1,CF2),將空的鋁帽刮上焊泥。
6. 老煉機(Ager,FTM)和包裝機(Packing,PM),將燈管充分啟跳、燃點,改善啟跳性能。同時檢測燈管的絕緣耐壓性能。將每一根成品燈管用紙套包裝起來。
設備布置如下圖所示: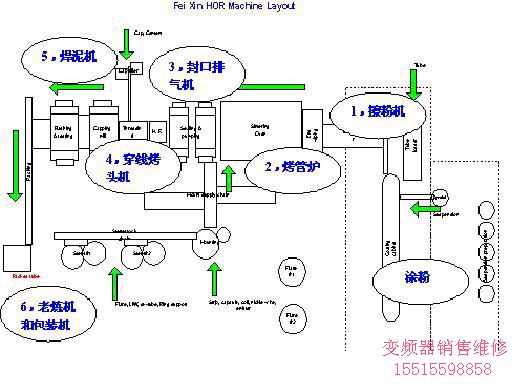
2.電氣系統改造內容及要求
2.1 舊系統改造
2.1.1 本次改造涉及更新水平線主線同步系統所有電氣系統。
2.1.2 更新所有傳感器件及驅動元件。
2.1.3 更新所有控制及動力電纜。
2.1.4 更新所有的控制柜及控制柜內部器件。
2.1.5 更新所有操作盒及內部器件。
2.1.6 更新主線同步系統。
2.1.7 同步系統中封口排氣機及穿線烤頭機驅動馬達須更換。
2.1.8 更新同步系統時必須保證舊系統的完整性和可恢復性。
系統需預留與上位機通訊接口(通過Profi-Bus),能夠向上位機提供生產數據及設備運行狀況和故障診斷信息。
2.3.1 系統電氣部分設計時要確保以后電氣系統在不增加任何費用的情況提速至如下速度:
2.3.2 主線正常生產速度為3050/小時,系統設計應考慮將來可提速至3600/小時。
2.3.3 輔線正常生產速度為6480/小時(芯柱機為3240/小時),系統設計應考慮將來可提速至7200/小時。
2.3.4 涂粉正常生產速度為3400/小時,系統設計應考慮將來可提速至4000/小時。
2.5.1 報警能夠對設備故障或生產質量問題給出報警及指示。
2.5.2 不同類型報警能夠辨別。
3.1 總體要求
3.1.1 生產速度維持在3050支/小時,并在無需額外投資情況下提速至3400支/小時(輔線7200只/小時,涂粉4000支/小時)。生產運行速度誤差為設定速度的0.2%以內。
3.1.2 設備性能驗收時設備故障率必須達到1%以內。設備初步驗收時設備故障率必須達到連續7個生產日在0.5%以內。設備運行比較終驗收時故障率必須達到連續60個生產日在0.1%以內,比較終驗收后故障率必須在0.1%以內。
3.1.3 性能驗收前設備平均無故障時間必須達到8小時。初步驗收前設備平均無故障時間必須達到24小時。設備平均無故障時間在比較終驗收前必須達到500小時以上,比較終驗收后必須達到500小時以上。
3.1.4 水平線生產是全年365天不間斷運行,控制系統必須保證其正常運行
3.2.1 設備之間的相位差調整采用兩種方式:一,方便地調整編碼器的物理相位以調整相位差,二,在軟件中設置相位差。
3.2.2 同步系統要求同步的所有設備能單獨運行而不受其它設備運行狀況的影響,不能因一臺設備的狀況而影響其它設備之間的同步(包括斷電)。一臺設備處于維修或點動(手動低速運行)狀況時其它設備同步不受影響。與現有同步系統功能完全一致。
3.2.3 同步精度系統同步精度要求能夠達到生產要求(在0.5度以內)。
3.2.4 達到同步狀態時間應在4秒以內。
3.2.5 同步系統安全回路必須和控制系統安全回路連接,當控制系統安全回路動作時同步系統安全回路必須作用,設備立即停機。
3.2.6 傳動系統必須有過載保護功能,當設備負載過大時,系統能夠自動停機,以避免設備撞機。
3.2.7 封口排氣機啟動時需檢測負載電流低速啟動。
3.2.8 每臺設備都可以點動運行,點動運行的速度可設定。
3.3.9 同步系統通過PROFIBUS通訊將運行信息上傳至PLC及上位機,在同步改造項目中必須做好通訊的硬件接口及將來與PLC及上位機通訊的軟件編程。
4. 系統實施
水平線的傳動同步系統由六臺丹佛斯變頻器分別加裝同步卡及Profibus-DP通訊卡組成,分別安裝在兩個控制柜內。每臺變頻器通過采集主機(VLT6)的速度信號和從機(各自控制的機器)編碼器的速度和相位,自動調整變頻器輸出頻率,保持從機和主機的角度同步運行。通訊卡的功能是和上位機進行通訊,可以將變頻器的運行數據傳送到上位機中。其中1號控制柜包括插粉機變頻器(VLT1), 烤管爐變頻器(VLT2), 封排機變頻器(VLT3)。2號控制柜包括穿線烤頭機變頻器(VLT4), 老練機變頻器(VLT5)及主機變頻器(VLT6)。
4.1 功能分析
主機變頻器(VLT6)的功能是模擬主軸的編碼器信號,通過同步卡上的MK3B插口輸出至各變頻器,控制整條生產線的生產速度(在參數762中調節,單位個/小時),其余變頻器作為從機,隨時跟隨主機的速度和相 位,控制各自的電機保持角度同步。各從機的編碼器安裝在從機的主傳動軸上,保證編碼器的轉速與輸送速度成一固定的比例。我們目前的安裝傳動比為1:1,即編碼器轉一圈,從機轉過一個工位。
注意:變頻器內的計算是以四分相脈沖計算,即1024P/R的編碼器,每轉接受到的脈沖數是4*1024=4096個脈沖,這與伺服的原理是一樣的,大大提高了精度。從同步卡的說明書可以看出,同步卡的主要功能是控制兩軸同步,同步的方式有速度同步,位置同步及檢索脈沖同步。主從機之間還可以設定同步比例。還可以自由編程,靈活應用。
根據現場實際情況及用戶要求,我們選用精度比較高的帶檢索脈沖的同步功能。同步比(參數713:714)設定為1:1。同時,主機的虛擬主機信號內包括檢索信號,從機編碼器的Z相脈沖作從機的檢索脈沖,每接收到這兩個信號,變頻器作一次校對,根據兩個檢索脈沖的偏差,調整從機的速度。當然這兩個檢索脈沖之間允許有固定偏差(參數712 DEGREE OFFSET)。如從機的檢索脈沖滯后300個脈沖,變頻器就把從機的速度提高,使從機多走300個脈沖,然后根據同步比調整速度。這樣保證了整個同步系統連續運行,沒有累計誤差。
5. 操作
主機沒有任何操作,只需要設定生產速度(P762),若需要提高生產速度,修改參數762,單位是每小時的生產數量。此數據是失電保持。
從機的操作分為同步運行和點動運行。
同步運行:把同步運行控制插頭插入控制電路的插座內,按原設備上的啟動/停止按鈕即可控制電機運行/停車,啟動后電機開始加速到一定速度,并跟隨主機的速度和相位,當誤差小于一定數值時,變頻器送出已經處于同步狀態的信號返回原控制系統,此時可以上料并生產。當由于機械原因(如更換編碼器等)使本機和別的機器產生相位偏差,可以調整參數712(DEGREE OFFSET 單位:度),此參數表示從機超前主機的角度。也可以調整編碼器安裝的角度。
點動運行:把點動按鈕合插入控制電路的插座內,即可控制機器點動運行,點動時變頻器處于開環控制狀態。點動的速度在參數763中調節,單位:比較高頻率的百分比。
當控制電路的插座為空時,機器處于停止狀態,此時無法啟動機器。當聯鎖信號或急停按鈕按下,機器也無法啟動