深圳歐諾克伺服在甩刀切紙機中的應用
發布時間:2019-08-02 16:21:28來源:
1、引言
隨著裁紙行業的不斷發展,裁切定位精度成了成品的關鍵保證,由于國內大部分的生產廠家都是采用變頻器上加同無級減速機實現,在定位精度上不能準確的把握,我公司聚集了一批在工控事業奮斗的業內精英,同時注入國外先進的技術,開發了一種在裁紙行業的專用伺服驅動控制器,得到業內人士肯定的同時也在實際生產中廣泛應用。
老式方案介紹
老式切紙機比較簡單,只用了一臺異步電機帶動,加上一臺減速機來拖動送料及切刀,通過調節切刀減速比來改變切紙的長度,此方案簡單,但切出紙的誤差較大,造成產品一致性不好,而且每次切紙長度都靠人手動調節,既廢料也費時。
改造方案介紹
>>設備結構
設備的結構:首先介紹整個設備生產過程,圖中M2是個切紙刀輪電機,由原有的異步電機加個光電編碼器組成,采用原來的“速比控”調速,帶動系統偏心切刀勻速運轉。M1為送紙伺服電機,帶動送料輪根據切長追隨切刀的轉速送料,實現對紙的定長裁切。
>>控制原理
用本公司的驅動器內含PCMD定位功能,可以追隨前一臺馬達的編碼輸出,并依照既定的比例G=(F133/F134)(即內部電子齒輪比)執行數字式精準的比例連動控制。
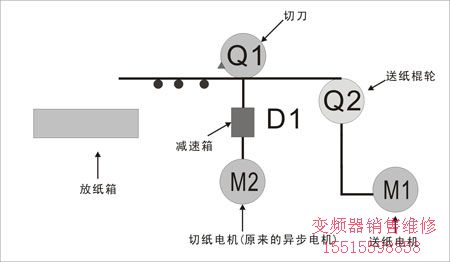
如圖所示: M1電機由伺服控制器控制,M2電機由“速比控”控制,M2電機上的PG2編碼器連接到伺服驅動器的脈沖輸入口,M1電機PG1編碼器同樣連接到伺服驅動器上,當M2電機運轉時PG2編碼器就有脈沖輸出,并將其輸入到伺服驅動器。由于伺服驅動器內置追蹤控制卡并采用位置追蹤控制模式,接受PG2輸入的脈沖并依驅動器內部比例聯動功能通過參數F133和F134的比例執行數字式比例連動,決定M1送紙電機輸出速度。(例: M2的電機是決定切紙的速度,切紙速度越平穩M2編碼器脈沖輸出就越穩定,當驅動器接受到M2編碼器脈沖輸入越穩定則M1電機輸出速度就越穩定栽切出來的紙張的平整度越好,M2電機帶動卷筒刀轉一圍就對紙張栽切一次,通過改變驅動器內部的電子齒輪比就可以改變所要栽切紙張大小)。這個系統中,驅動器外接觸摸屏,用來設置改變驅動器的內部齒輪比,達到隨時改變裁切紙張的長度大小。
結束語:
該項技術已成功應用,并通過相關行業的認證,且有廣泛的應用前景。而對于該類的切紙機系統改造,我們已經在客戶那得到了認可,效果極好。
【|中心,維修電話:15515598858 】