歐瑞變頻器、PLC及人機界面在直線式拉絲機上的應用
發布時間:2019-08-02 16:21:32來源:
拉絲機控制系統用于控制4級-9級直進式拉絲機,包括預應力鋼絲和各種焊絲的拉絲機,系統開放運行參數,因而具有非常廣泛的適應性。
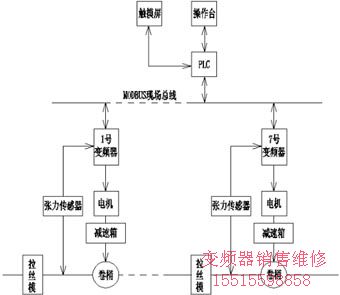
一、系統框圖:
二.控制方案:
1.點動邏輯,各個點的單獨反點動+各個點的“前聯動”。
2.PID控制,PID輸入值是各級張力傳感器反饋的模擬量,P、I、D和范圍參數HMI設定,PID輸出值是頻率變化量,比較后將PID運算結果與各級基礎頻率整合為目標頻率。
3.采用PLC+觸摸屏的智能控制方式,所有參數都可以通過觸摸屏改變,由PLC處理后,對各個變頻器進行控制。
4.配備了相應的按紐及腳踏開關,操作工可以在各拉絲點操作點動以及起停,也可以在操作臺進行更復雜的操作。
5.風機、油泵、機械抱閘等外部部件控制可選,模擬量控制方式和MODBUS控制方式可選。
三.自動過程:
1.按下啟動按紐后,各級變頻器按照設定加速度,均勻加速到設定線速度,收卷采用F3000變頻器轉矩控制。
2.PLC根據張力信號進行PID運算,以保證運行過程中各級張力恒定。
3.PLC將運算結果,通過MODBUS總線或者DA模塊發送給各個變頻器,各個變頻器根據PLC的指令運行。
4.任何時候按下停止按紐,變頻器都會按照設定減速度,均勻減速到0速,然后抱閘致動;任何時候按下急停按紐,變頻器輸出切斷,同時PLC輸出抱閘信號,在有斷線檢測信號時,按急停處理。
四.PID詳細說明:
直進式拉絲機控制的核心技術是PID運算,我們在這里采用了比較復雜的動態PID的控制方式,在小功率的拉絲系統中,靜態的PID就完全可以滿足控制需求了,可以通過改變參數,實現這一轉化。
五.等體積計算:
由于拉絲的過程中線徑發生變化,線速度也隨之變化,每秒通過各級拉絲模線材的體積是不變的,可以得到等式(略), 以此可以計算出各級基礎頻率。
六、操作說明:
該系統用于4-9臺直進式拉絲機的控制,控制方式為MODBUS(模擬量控制可選)。特點是所有參數開放。
1.線徑設定
2.速比系數
3.系統設定
4.投切設定
5.監控畫面
6.張力監視畫面
7.故障顯示
8.狀態觀察
9.內部參數
10.PID設定
11.PID1
12.PID2
13.PID3
14.PID觀察
15.PID范圍
【|中心,維修電話:15515598858 】