西門子S7-200 PLC在均勻化著色電源中的應用案例
發布時間:2019-08-02 16:23:49來源:
鋁型材經過擠壓成型之后,一般都需要經過表面工藝處理之后,才能作為成品使用。經過陽極氧化電解著色表面處理工藝的鋁型材,其表面將得到一層具有良好的耐磨性、耐曬性、耐熱性、耐蝕性和色澤穩定持久的氧化膜,被廣泛應用在建筑和室內外裝飾行業上。
在鋁型材陽極氧化電解著色表面處理工藝中,有一道電解著色處理工序,是在鋁型材表面陽極氧化工序之后,電泳或封孔工序之前,對需要著色的鋁型材進行的一道工序,其原理是在槽體溶液中通過電化學作用使鋁型材表面附著某些金屬離子,從而顯示出某一類的顏色來。不同的槽體溶液配置及工藝方法,鋁型材電解著出的色彩效果也不一樣,對所要求的著色電源提供的電流或電壓的大小、波形及工作時間長短也不同。
其中有一種由日本發明的著色方法稱為均勻化著色方法,可在較短的時間里得到效果好、顏色均勻的著色氧化膜。這種著色方法由于生產效率高,成品率高,已在日本廣泛應用,目前在國內也正在逐步推廣開來。
2.著色電源系統要求
配合均勻化著色方法的著色電源(簡稱均勻化著色電源)需按規定要求輸出電流波形。均勻化著色電源的工作過程是:首先輸出正向直流電流(稱為P處理)一段時間,然后輸出頻率為1~30Hz范圍內特定值,正負方波占寬比為0.005~0.30內特定值的脈沖電流(稱為C處理)一段時間,接著再進行一次C處理(稱為C2處理)一段時間,如圖1所示。在工廠生產中,C處理常用的頻率為5Hz,正負方波占寬比為1:9,C2處理根據工藝的要求來選擇可有可無。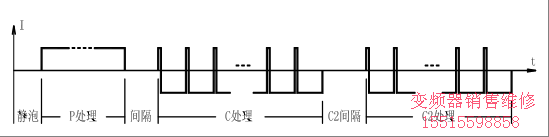
圖1 均勻著色電源輸出波形
均勻化著色電源的主要功能要求如下:
(1)輸入電壓及范圍:三相、頻率50Hz、380V±20%;
(2)額定輸出電壓:±30V~±80V;
(3)額定輸出電流:1000A~4000A;
(4)比較小輸出電流:額定輸出電流的10%;
(5)輸出電流精度:±3%以下;
(6)輸出電流紋波:7%以下(在額定電流的30%~100%內);
(7)入槽靜泡時間:可在10~3000s內設定;
(8)P處理時間:可在0~3000s內設定;
(9)P處理與C處理間隔時間:可在10~3000s內設定;
(10)C處理時間:可在0~3000s內設定;
(11)C處理時脈沖周期:200ms(可根據要求在20ms~300ms范圍內修改);
(12)C處理時正脈沖寬度:20ms(可根據要求在10ms~100ms范圍內修改);
(13)能滿足二次C處理的要求;
(14)能滿足補色(即再進行C處理)的要求;
(15)有必要的保護措施。
3.著色電源系統組成及工作原理簡介
為實現上述的輸出波形及滿足工藝要求,設計的均勻化著色電源原理如圖2所示。均勻化著色電源主要由主回路和控制部分組成。
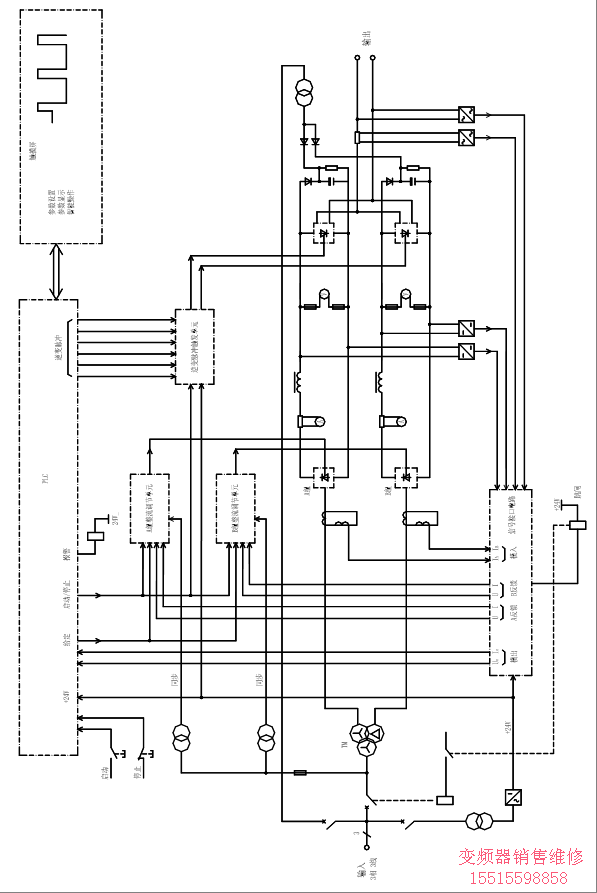
圖2 均勻化著色電源原理圖
3.1主回路
主回路包括進線斷路器,整流變壓器TM,三相全控整流橋A組、B組,電抗器,逆變部分等。整流變壓器TM付邊采用雙繞組的形式,一組Y接法,連到一整流橋A組,另一組Δ接法,連到另一整流橋B組。整流橋各自整流后經電抗器濾波,再逆變,然后并聯輸出。
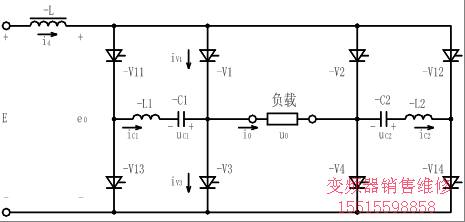
圖3 逆變電路
圖3是其中一組逆變部分的主電路圖,如圖所示,當主臂晶閘管V1、V4導通時,電流經電抗器L、主臂晶閘管V1,流向負載,然后從主臂晶閘管V4流回,此時負載承受的是正向電壓、電流,當要使負載承受反向電壓、電流時,首先應關掉主臂晶閘管V1、V4的控制脈沖,然后控制輔助晶閘管V11、V14導通,使電容C1、C2放電再反向充電,強迫關斷主臂晶閘管V1、V4,接著關掉輔助晶閘管V11、V14的控制脈沖,再控制主臂晶閘管V2、V3導通,這時電流經電抗器L、主臂晶閘管V2,流向負載,然后從主臂晶閘管V3流回,此時負載承受的就是反向電壓、電流。要使負載從承受反向電壓、電流轉換到承受正向電壓、電流,其原理一樣,先關掉主臂晶閘管V2、V3的控制脈沖,然后控制輔助晶閘管V12、V13導通,使電容C1、C2放電再反向充電,強迫關斷主臂晶閘管V2、V3,接著關掉輔助晶閘管V12、V13控制脈沖,再控制主臂晶閘管V1、V4導通,就完成了負載從承受反向電壓、電流到承受正向電壓、電流的轉換。主臂晶閘管和輔助晶閘管的導通是通過PLC發出的逆變脈沖來控制的,由于負載承受正向電壓、電流向反向電壓、電流轉換,或由反向轉換到正向,都是在極短的時間內完成(一般只有幾百個微秒),因此PLC的選型和編程設計將直接關系到整個逆變部分的正常工作和輸出波形的準確性。